
Refer to the layout samples
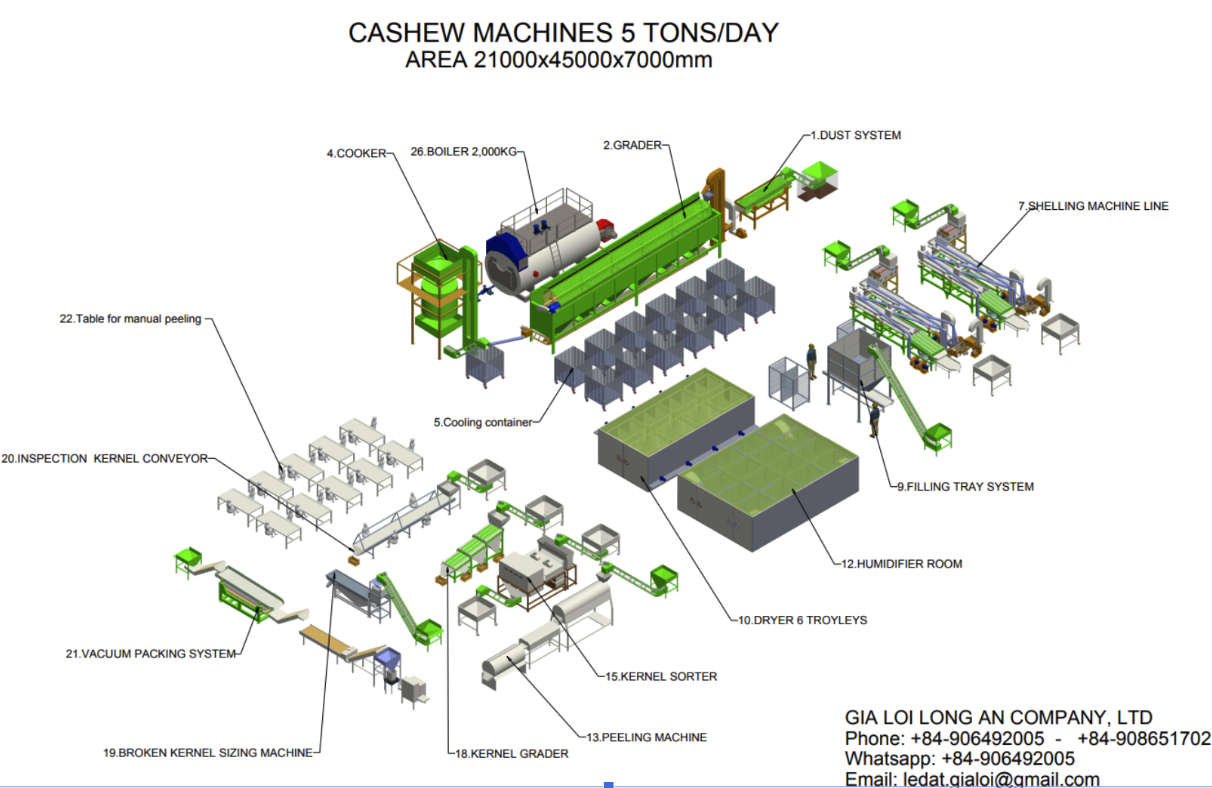
The 5-ton/day cashew processing line is modernly designed and compact in an area of 21m x 45m x 7m, suitable for small and medium-sized production facilities.
The system includes including closed stages:
-
Preprocessing & Raw cashew nut grading:
-
Dust System
-
Grader
-
Cooker combined with 2,000kg boiler
-
Bucket Cooling Container
-
-
Cooling & Post-separation processing:
-
Shelling Machine Line
-
Filling Tray System
-
Humidifier Room
-
6-trolley dryer (Dryer 6 Trolleys)
-
-
Cashew kernel processing:
-
Peeling Machine
-
Kernel Grader
-
Broken Kernel Sizing Machine
-
Kernel Color Sorter
-
Manual Peeling & Classification (Table for manual peeling)
-
Inspection Kernel Conveyor
-
-
Finished product packaging:
-
Vacuum Packing System)
-
Advantages of 5 tons/day production line:
-
Optimizing space, easy to arrange factory
-
Integrating automation, reducing labor costs
-
High quality cashew nuts, meeting export standards
-
Suitable for businesses that are expanding their scale
This is an economical, efficient, and sustainable choice for small and medium-sized enterprises in the cashew industry.
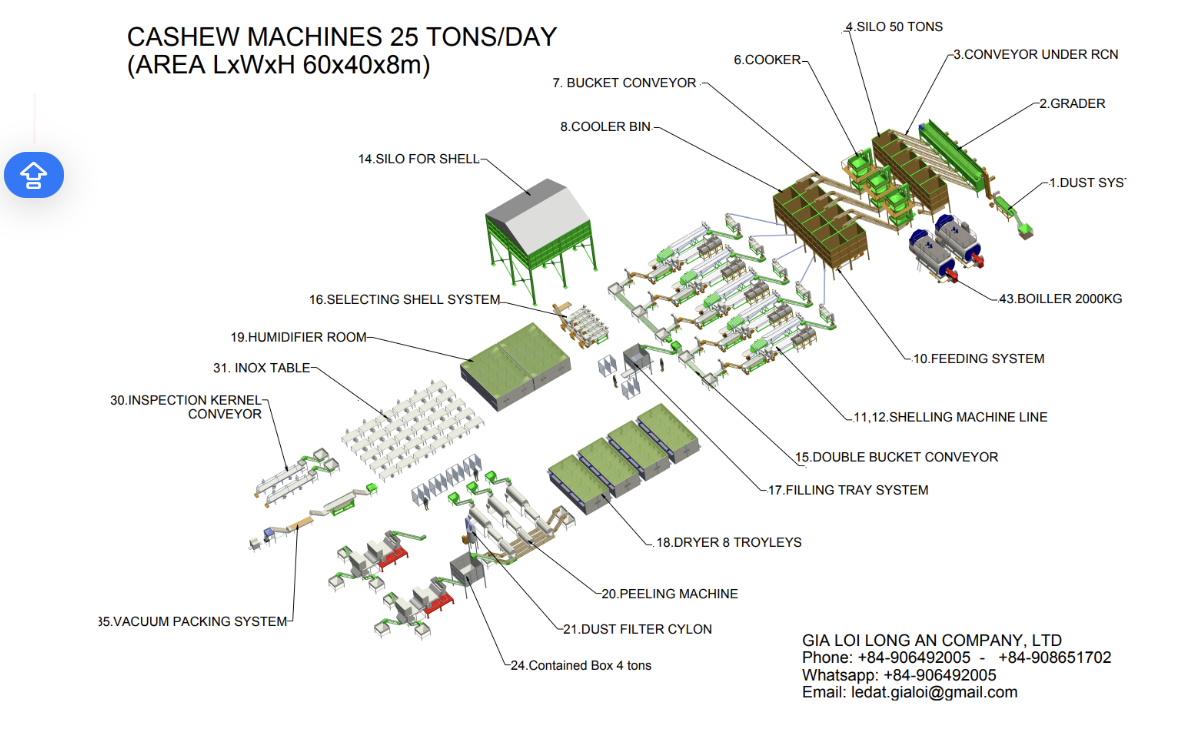
The above image illustrates the modern cashew processing machine system provided by Gia Loi Long An, with a design capacity of 25 tons/day in a standard factory area of 60m x 40m x 8m.
The entire production line is scientifically arranged, including the main stages:
-
Receiving & Cleaning raw materials:
-
Dust System
-
Grader
-
Conveyor
-
Raw cashew silo 50 ton
-
-
Processing & cooking cashew nuts:
-
Cooker
-
Cooler Bin
-
Feeding system & bucket conveyor
-
-
Shelling & grading:
-
Shelling Machine Line
-
Shelling & grading system shell silo
-
Humidification & 8-trolley dryer
-
-
Cashew kernel processing:
-
Peeling Machine
-
Dust Filter
-
Inspection Kernel Conveyor
-
Stainless steel cashew kernel sorting table
-
-
Finished product packaging:
-
Vacuum Packing System
-
Container holds 4 tons
-
In addition, the line is also equipped with a 2000kg/h boiler to ensure stable heat supply for the entire process.
Outstanding advantages:
-
Synchronized, closed, highly automated design
-
High productivity, labor saving
-
Products meet export standards
-
High-quality stainless steel material, ensuring food hygiene and safety product
This is a comprehensive – modern – effective solution for large-scale cashew processing enterprises.
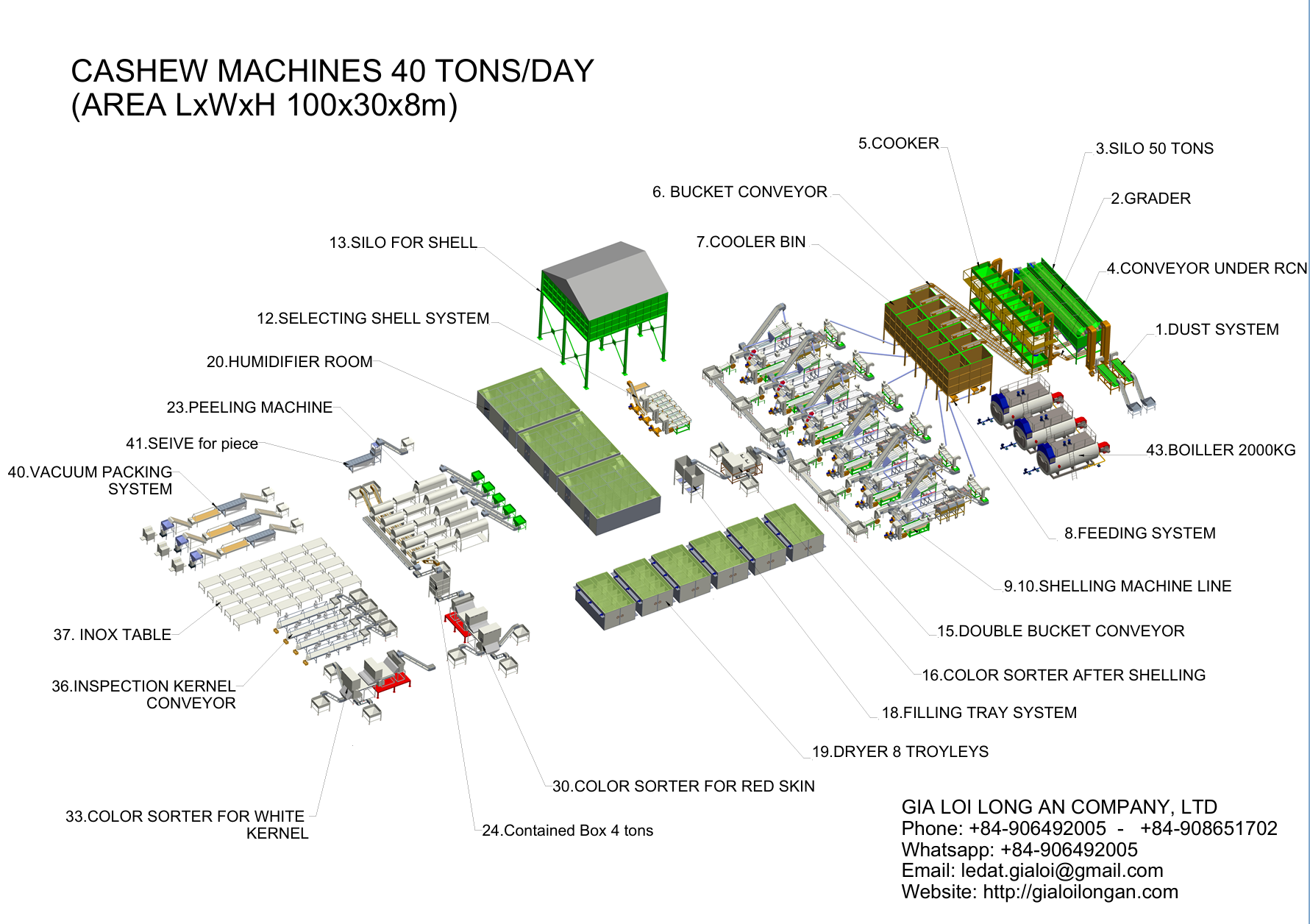
The 40 tons/day cashew nut processing machine system is designed in an area of 100m x 30m x 8m, suitable for large-scale factories, aiming at industrial export.
The line includes all closed stages:
Processing & raw material preparation
-
Dust system
-
Grader
-
50-ton raw cashew nut silo
-
Conveyor under raw cashew nut RCN)
-
Cooker combined with 2000kg capacity boiler
-
Cooler Bin and Bucket Conveyor
Seperate & drying
-
Shelling Machine Line
-
Feeding & Double Bucket Conveyor, Feeding System
-
Color Sorter after Shelling
-
Humidifier Room
-
Dryer 8 Trolleys
-
Filling Tray System
Cashew kernel processing
-
Peeling Machine
-
Color Sorter for Red Skin
-
Color Sorter for White Kernel
-
Inspection Kernel Conveyor
-
Stainless steel table for kernel sorting (Stainless Steel Table)
-
Seive for Piece sorting machine
Finished product packaging
-
Vacuum Packing System
-
Contained Box 4 Tons
Outstanding advantages of the 40 tons/day production line:
-
Large capacity, meeting the needs of industrial production and export
-
Comprehensive automation, reducing labor costs
-
Closed process, guaranteed quality Uniform cashew kernels
-
Optimized design for large factories
This is a comprehensive – modern – high-capacity solution for cashew nut processing enterprises for export.
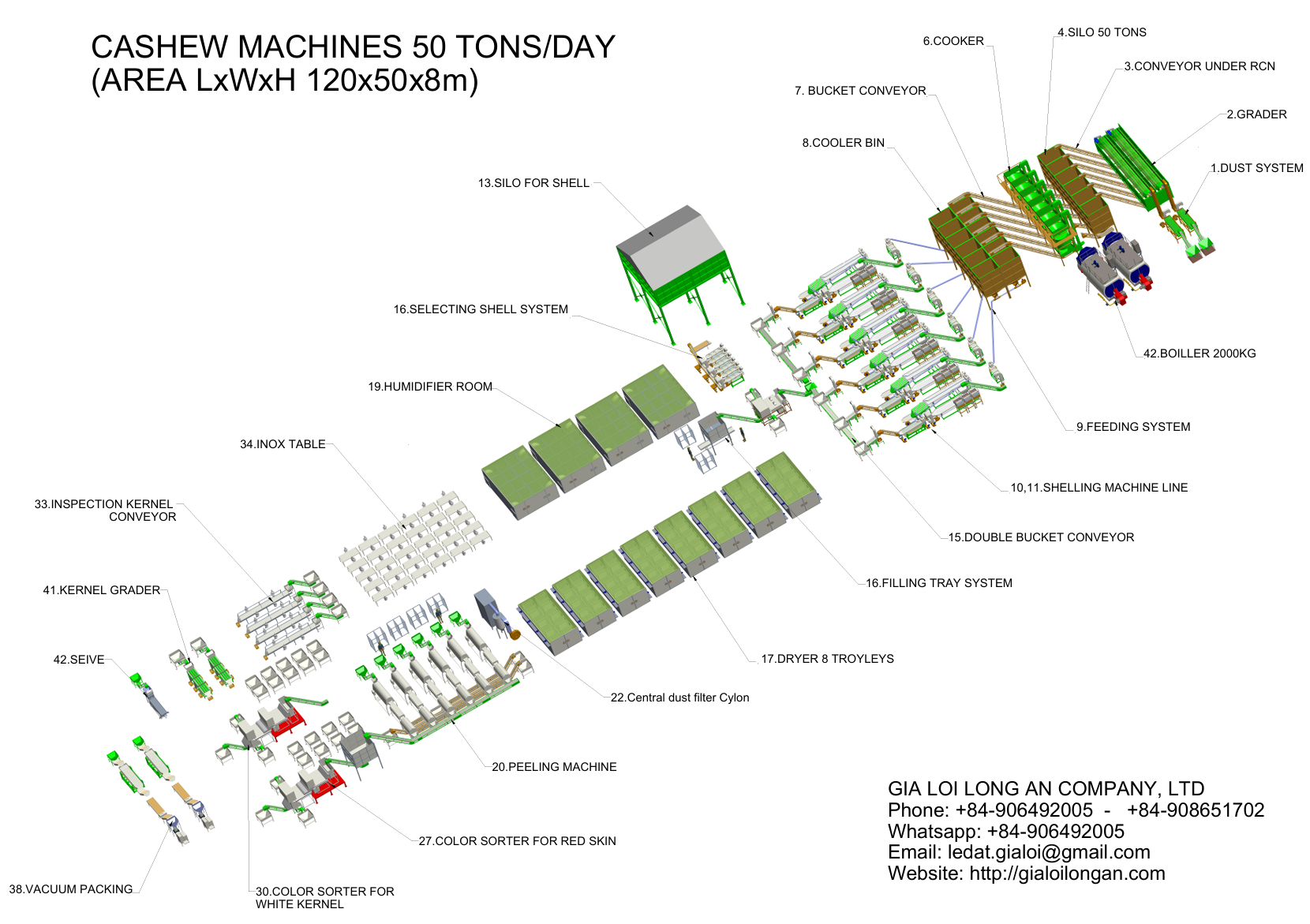
The 50-ton/day cashew processing line is located in an area of 120m x 50m x 8m, making it the optimal choice for large-scale industrial factories with high output and meeting strict export standards.
The system includes the following main stages:
Raw cashew processing
-
Dust system
-
Grader
-
Conveyor under RCN
-
50-ton raw cashew storage silo
-
Steamer (Cooker) & 2000kg capacity boiler
-
Cooler Bin
-
Bucket Conveyor
Cooler & post-separation processing
-
Shelling Machine Line
-
Feeding System
-
Double Bucket Conveyor
-
Tray feeding system (Filling Tray System)
-
Humidifier Room
-
Dryer 8 Trolleys
-
Crust & Shell silo
Cashew kernel processing
-
Peeling Machine
-
Color Sorter for Red Skin
-
Color Sorter for White Kernel
-
Inspection Kernel Conveyor
-
Stainless steel sorting table (Inox Table)
-
Kernel Grader
-
Seive machine (Seive)
-
Central Dust Filter Cylon
Finished product packaging
-
Vacuum Packing system System)
Outstanding advantages of the 50 ton/day production line:
-
Extremely large capacity, serving industrial production on an export scale
-
High automation, minimizing labor costs
-
Closed process, ensuring food hygiene and safety
-
Modern color selection and kernel classification system, for high-quality, uniform products
This is a professional – effective – large-scale solution for corporations and cashew processing factories.


